


SMT ljepilo, poznato i kao SMT ljepilo, SMT crveno ljepilo, obično je crvena (također žuta ili bijela) pasta ravnomjerno raspoređena s učvršćivačem, pigmentom, rastvaračem i drugim ljepilima, koja se uglavnom koristi za pričvršćivanje komponenti na štampanu ploču, uglavnom nanošeno metodama doziranja ili sitotiska na čeliku. Nakon pričvršćivanja komponenti, stavite ih u peć ili peć za reflow radi zagrijavanja i stvrdnjavanja. Razlika između njega i paste za lemljenje je u tome što se stvrdnjava nakon zagrijavanja, temperatura njene tačke smrzavanja je 150 °C i neće se rastvarati nakon ponovnog zagrijavanja, odnosno proces stvrdnjavanja zakrpe toplinom je nepovratan. Učinak upotrebe SMT ljepila će varirati ovisno o uvjetima termičkog stvrdnjavanja, povezanom objektu, korištenoj opremi i radnom okruženju. Ljepilo treba odabrati prema procesu montaže štampane ploče (PCBA, PCA).
Karakteristike, primjena i izgledi SMT ljepila za zakrpe
SMT crveno ljepilo je vrsta polimernog spoja, glavne komponente su osnovni materijal (tj. glavni visokomolekularni materijal), punilo, sredstvo za učvršćivanje, drugi aditivi i tako dalje. SMT crveno ljepilo ima viskoznost, fluidnost, temperaturne karakteristike, karakteristike kvašenja i tako dalje. Prema ovoj karakteristici crvenog ljepila, svrha korištenja crvenog ljepila u proizvodnji je čvrsto prianjanje dijelova na površinu PCB-a kako bi se spriječilo njegovo ispadanje. Stoga je ljepilo za krpanje čista potrošnja nebitnih procesnih proizvoda, a sada, uz kontinuirano poboljšanje dizajna i procesa PCA, ostvareno je reflow zavarivanje kroz rupe i dvostrano reflow zavarivanje, a proces montaže PCA pomoću ljepila za krpanje pokazuje sve manji trend.
Svrha upotrebe SMT ljepila
① Spriječite otpadanje komponenti kod talasnog lemljenja (postupak talasnog lemljenja). Prilikom korištenja talasnog lemljenja, komponente su fiksirane na štampanoj ploči kako bi se spriječilo njihovo otpadanje kada štampana ploča prolazi kroz žlijeb za lemljenje.
② Spriječite otpadanje druge strane komponenti prilikom reflow zavarivanja (dvostrani proces reflow zavarivanja). Kod dvostranog procesa reflow zavarivanja, kako bi se spriječilo otpadanje velikih uređaja na strani lemljenja zbog topljenja lema, treba napraviti SMT ljepilo za zakrpe.
③ Sprječavanje pomjeranja i stajanja komponenti (postupak reflow zavarivanja, postupak prethodnog premazivanja). Koristi se u postupcima reflow zavarivanja i postupcima prethodnog premazivanja kako bi se spriječilo pomjeranje i podizanje tokom montaže.
④ Označavanje (lemljenje valovima, zavarivanje reflowom, prethodno premazivanje). Osim toga, kada se štampane ploče i komponente mijenjaju u serijama, za označavanje se koristi ljepilo za krpanje.
SMT ljepilo se klasifikuje prema načinu upotrebe
a) Vrsta struganja: dimenzioniranje se vrši putem načina štampanja i struganja čelične mreže. Ova metoda je najčešće korištena i može se koristiti direktno na presi za lemnu pastu. Rupe čelične mreže treba odrediti prema vrsti dijelova, performansama podloge, debljini te veličini i obliku rupa. Njene prednosti su velika brzina, visoka efikasnost i niska cijena.
b) Vrsta doziranja: Ljepilo se nanosi na štampanu ploču pomoću opreme za doziranje. Potrebna je posebna oprema za doziranje, a cijena je visoka. Oprema za doziranje koristi komprimirani zrak. Crveno ljepilo se nanosi na podlogu pomoću posebne glave za doziranje. Veličina tačke ljepila, količina, vrijeme, prečnik cijevi pod pritiskom i drugi parametri se kontrolišu. Mašina za doziranje ima fleksibilnu funkciju. Za različite dijelove možemo koristiti različite glave za doziranje, mijenjati parametre, a također možemo mijenjati oblik i količinu tačke ljepila kako bismo postigli željeni efekat. Prednosti su praktičnost, fleksibilnost i stabilnost. Nedostatak je lako izvlačenje žice i stvaranje mjehurića. Možemo prilagoditi radne parametre, brzinu, vrijeme, pritisak zraka i temperaturu kako bismo smanjili ove nedostatke.
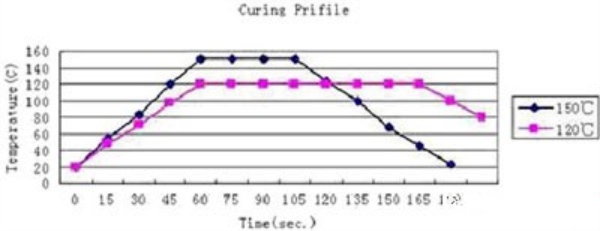
Tipični uslovi stvrdnjavanja SMT ljepila za krpanje
| Temperatura sušenja | Vrijeme sušenja |
| 100℃ | 5 minuta |
| 120℃ | 150 sekundi |
| 150℃ | 60 sekundi |
Napomena:
1, što je viša temperatura stvrdnjavanja i duže vrijeme stvrdnjavanja, to je jača čvrstoća vezivanja.
2, budući da će se temperatura ljepila za zakrpe mijenjati s veličinom dijelova podloge i položajem montaže, preporučujemo da pronađete najprikladnije uvjete stvrdnjavanja.
Skladištenje SMT zakrpa
Može se čuvati 7 dana na sobnoj temperaturi, duže od 6 mjeseci na temperaturi ispod 5°C, a duže od 30 dana na temperaturi od 5 do 25°C.
Upravljanje SMT ljepilom
Budući da na SMT ljepilo za crveni premaz utiče temperatura sa svojom viskoznošću, fluidnošću, vlaženjem i drugim karakteristikama, ono mora imati određene uslove upotrebe i standardizovano upravljanje.
1) Crveno ljepilo treba imati određeni broj protoka, prema broju hranjenja, datumu, vrsti i broju.
2) Crveno ljepilo treba čuvati u hladnjaku na temperaturi od 2 do 8 °C kako bi se spriječilo da promjene temperature utiču na njegova svojstva.
3) Crveno ljepilo treba zagrijavati na sobnoj temperaturi 4 sata, po redoslijedu upotrebe „prvi unutra, prvi van“.
4) Za operaciju doziranja, crveno ljepilo crijeva treba odmrznuti, a crveno ljepilo koje nije potrošeno treba vratiti u hladnjak na skladištenje, a staro i novo ljepilo se ne smiju miješati.
5) Da bi se tačno popunio obrazac za evidenciju temperature povrata, osoba za temperaturu povrata i vrijeme temperature povrata, korisnik mora potvrditi završetak mjerenja temperature povrata prije upotrebe. Generalno, crveno ljepilo se ne može koristiti ako je istekao rok trajanja.
Procesne karakteristike SMT ljepila za krpanje
Čvrstoća veze: SMT ljepilo mora imati jaku čvrstoću veze, nakon što se stvrdne, čak i na temperaturi topljenja lema, ne smije se ljuštiti.
Tačkasto nanošenje: Trenutno se štampane ploče uglavnom nanose tačkasto, tako da ljepilo mora imati sljedeća svojstva:
① Prilagodite se različitim procesima montaže
Jednostavno podešavanje napajanja svake komponente
③ Jednostavno prilagođavanje za zamjenu različitih komponenti
④ Stabilna količina tačkastog premaza
Prilagodite se mašini velike brzine: ljepilo za krpljenje koje se sada koristi mora ispunjavati uslove za veliku brzinu tačkastog premazivanja i mašinu za krpljenje velike brzine, odnosno za tačkasto premazivanje velike brzine bez izvlačenja žice, a to jest, za brzu montažu štampane ploče u procesu prenosa, ljepilo mora osigurati da se komponente ne pomjeraju.
Izvlačenje žice, urušavanje: kada se ljepilo zalijepi za podlogu, komponente ne mogu uspostaviti električnu vezu sa štampanom pločom, tako da ljepilo zalijepljeno za podlogu ne smije biti izloženo izvlačenju žice tokom nanošenja premaza, niti urušavanju nakon nanošenja premaza, kako se ne bi zagadila podloga.
Stvrdnjavanje na niskim temperaturama: Prilikom stvrdnjavanja, toplotno otporne utične komponente zavarene zavarivanjem valovitog grebena također trebaju proći kroz peć za reflow zavarivanje, tako da uslovi stvrdnjavanja moraju ispunjavati nisku temperaturu i kratko vrijeme.
Samopodešavanje: U procesu reflow zavarivanja i prethodnog premazivanja, ljepilo za zakrpe se stvrdnjava i fiksira prije nego što se lem otopi, tako da će spriječiti da komponenta utone u lem i samopodešavanje. Kao odgovor na to, proizvođači su razvili samopodešavajuće zakrpe.
Uobičajeni problemi, nedostaci i analiza SMT ljepila
podnatisak
Zahtjev za potisnu snagu kondenzatora 0603 je 1,0 kg, otpor je 1,5 kg, a potisna snaga kondenzatora 0805 je 1,5 kg, a otpor je 2,0 kg, što ne može dostići gore navedeni potisak, što ukazuje na to da snaga nije dovoljna.
Općenito uzrokovano sljedećim razlozima:
1, količina ljepila nije dovoljna.
2, koloid nije 100% izliječen.
3, PCB ploča ili komponente su kontaminirane.
4, sam koloid je krhak, nema čvrstoću.
Tiksotropna nestabilnost
Šprica ljepila od 30 ml mora se desetine hiljada puta pritisnuti pritiskom zraka da bi se potrošila, tako da samo ljepilo za krpanje mora imati odličnu tiksotropiju, u suprotnom će uzrokovati nestabilnost tačke lijepljenja, premalo ljepila, što će dovesti do nedovoljne čvrstoće, uzrokujući otpadanje komponenti tokom lemljenja valovima, naprotiv, količina ljepila je prevelika, posebno za male komponente, lako se lijepe za podlogu, sprječavajući električne veze.
Nedovoljno ljepila ili tačka curenja
Razlozi i protumjere:
1, štamparska ploča se ne čisti redovno, treba je čistiti etanolom svakih 8 sati.
2, koloid sadrži nečistoće.
3, otvor mrežaste ploče je nerazumno premalen ili je pritisak doziranja premalen, dizajn nedovoljnog ljepila.
4, u koloidu se nalaze mjehurići.
5. Ako je glava za doziranje blokirana, mlaznicu za doziranje treba odmah očistiti.
6, temperatura predgrijavanja glave za doziranje nije dovoljna, temperatura glave za doziranje treba biti postavljena na 38 ℃.
izvlačenje žice
Takozvano izvlačenje žice je fenomen kod kojeg se ljepilo za krpanje ne lomi prilikom nanošenja, već je spojeno na filamentni način u smjeru glave za nanošenje. Žice imaju više, a ljepilo za krpanje je prekriveno štampanom podlogom, što uzrokuje loše zavarivanje. Ova pojava se češće javlja prilikom nanošenja tačkastog premaza, posebno kada je veličina podloge veća. Na izvlačenje ljepila za krpanje uglavnom utiču svojstvo izvlačenja njegove glavne komponente, smole, i uslovi podešavanja tačkastog premaza.
1, povećajte hod doziranja, smanjite brzinu kretanja, ali će to smanjiti vaš proizvodni ritam.
2, što je materijal niže viskoznosti i više tiksotropnosti, to je manja sklonost ka izvlačenju, pa pokušajte odabrati takvo ljepilo za zakrpe.
3, temperatura termostata je nešto viša, prisiljena da se prilagodi ljepilu za krpljenje niske viskoznosti, visoko tiksotropnom, a zatim uzmite u obzir i period skladištenja ljepila za krpljenje i pritisak glave za doziranje.
speleologija
Fluidnost ljepila uzrokovat će urušavanje. Uobičajeni problem urušavanja je taj što će se ljepilo, koje se postavlja predugo nakon nanošenja tačkastog premaza, također urušiti. Ako se ljepilo za krpanje proširi na kontaktnu površinu štampane ploče, to će uzrokovati loše zavarivanje. Urušavanje ljepila za krpanje kod komponenti s relativno visokim pinovima ne dodiruje glavni dio komponente, što će uzrokovati nedovoljnu adheziju, pa je teško predvidjeti brzinu urušavanja ljepila za krpanje koje se lako urušava, pa je početno podešavanje količine tačkastog premaza također teško. S obzirom na to, moramo odabrati one koje se ne urušavaju lako, odnosno one koje imaju relativno visok sadržaj rastvora za protresanje. Za urušavanje uzrokovano predugim nanošenjem nakon nanošenja tačkastog premaza, možemo koristiti kratko vrijeme nakon nanošenja tačkastog premaza da bismo dovršili ljepilo za krpanje i izbjegli stvrdnjavanje.
Pomak komponente
Pomak komponenti je neželjena pojava koja se lako javlja kod brzih SMT mašina, a glavni razlozi su:
1, je kretanje štampane ploče velikom brzinom u XY smjeru uzrokovano ofsetom, područje premaza ljepilom na malim komponentama sklono je ovom fenomenu, razlog je što prianjanje nije uzrokovano ofsetom.
2, količina ljepila ispod komponenti je nekonzistentna (kao što su: dvije tačke ljepila ispod IC-a, jedna tačka ljepila je velika, a jedna tačka ljepila je mala), čvrstoća ljepila je neuravnotežena kada se zagrijava i stvrdnjava, a kraj s manje ljepila se lako pomjera.
Lemljenje dijelova prekomjernim valom
Razlozi su složeni:
1. Snaga prianjanja flastera nije dovoljna.
2. Prije lemljenja valovima, na njega je izvršen udar.
3. Na nekim komponentama ima više ostataka.
4, koloid nije otporan na uticaj visoke temperature
Mješavina ljepila za krpanje
Različiti proizvođači ljepila za krpanje imaju velike razlike u hemijskom sastavu, a mješovita upotreba lako dovodi do mnogih nedostataka: 1. teškoće stvrdnjavanja; 2. nedostatak ljepila; 3. ozbiljno oštećenje zbog pretjeranog lemljenja.
Rješenje je: temeljito očistite mrežastu ploču, strugač, dozator i ostale dijelove koji se lako miješaju i izbjegavajte miješanje različitih marki ljepila za krpljenje.
Vrijeme objave: 05.07.2023.





